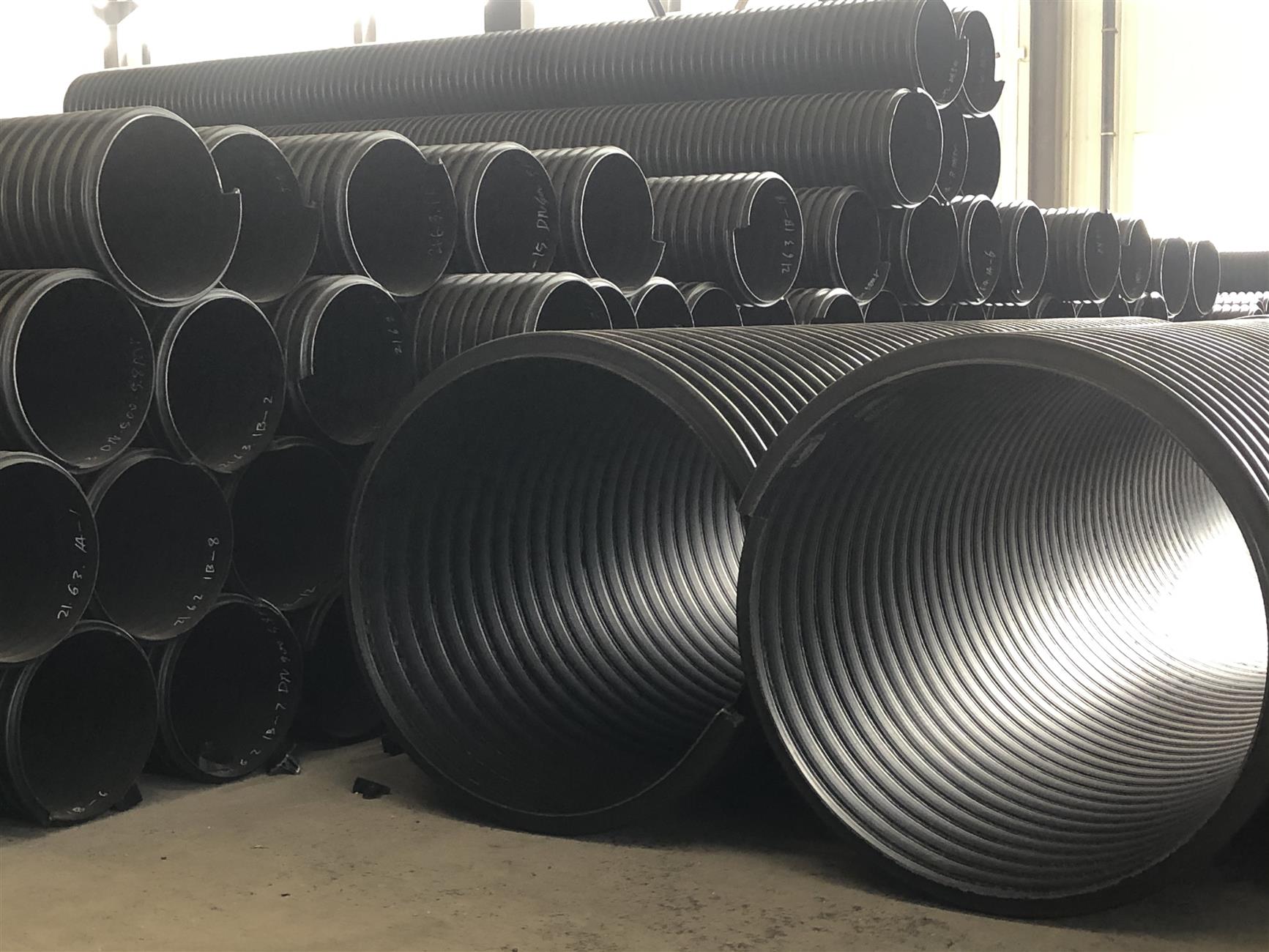
材质聚乙烯
口径DN200-DN2500
执行标准T/CWEC 10-2019;GB/T 19472.2 2017
环刚度8;12.5;16
定长6米/根
加筋聚乙烯复合管可用多种塑料挤出复合,用高密度聚乙烯和低密度聚乙烯料复合成型的管材兼有两种原料的特性,它的耐压性和抗腐蚀能力都比普通聚乙烯管好。在工矿企业中,可用这种复合管代替钢管,用于油、煤气等有腐蚀性介质的输送管或矿井通风用管路等。
加筋聚乙烯复合管粘接方法:
1、管材、管件粘接前,应用干布将承口侧和插口外侧擦拭处理,当表面粘有油污时须用擦拭干净。
2、管材断面应平整、垂直 管轴线并进行倒角处理粘接前应画好插入标线并进行试插,试插深度只能插到原定深度的的1/3~ 1/2,间隙过大于时严禁使用粘接方法。
3、涂抹粘接剂时,应先涂抹承口内侧,后涂抹插口外侧,涂抹承。口时应顺轴向由里向外均匀涂抹适量,不得漏涂或涂抹过量(200g/m2)。
4、粘接剂涂抹后,宜在1分钟内保持施加的外力不变,保持接口的直度和位置正确。
5、粘接完毕后及时将挤出的多余粘接剂擦净,在固化时间内不得受力或强行加载。
6、粘接接头不得在雨中或水中施工,不得在5°C以下操作。
7、连接程序:准备→清理工作面→试插→刷粘接剂→粘接→养护。

加筋聚乙烯复合管的焊接可以分为下面这几步:
1、加筋聚乙烯复合管焊接时,将两管轴线对中,先将两管端部点焊固定。
2、加筋聚乙烯复合管与法兰盘焊接,应先将给水管插入法兰盘内,点焊后用角尺找正,找平后再焊接。法兰盘应两面焊接,其内侧焊接不得与法兰盘封闭面。
3、加筋聚乙烯复合管壁厚在5以上时,应切割坡口,保证充分焊透。坡口成形可采用气焊切割或坡口机加工,但应清除渣屑和氧化铁,并用锉刀打磨,直至露出金属光。
4、钢管切割时,其割断面应与管子中心线垂直,以保证管子焊接完毕的同心度。
5、法兰要垂直于管子中心线,表面要互相平行,法兰衬垫不得凸入管内,连接法兰的螺栓规格应与法兰配套,螺杆凸出螺母长度不得大于螺杆直径的1/2。
6、焊接给水管时,管子接口要清除浮锈、污垢及油脂。
7、法兰衬垫要按照图纸和规范要求选用,冷水系统采用橡胶垫,热水系统采用石棉橡胶垫。

加筋聚乙烯复合管的耐刮性能:
1、加筋聚乙烯复合管挠性和重量轻及具有优良的耐刮痕能力,使之可采用多种可减轻对环境和社会生活的影响且费用经济的安装方法,如免开挖施工技术;
2、选材时可充分利用可盘卷的特性,从水表至用户一根管材到底,中间无须管接头,既节约了成本,又提高了工效;
3、小口径管种特性已得到全国各城市有水表出户工程的自来水公司的认可,成为其改水作业的产品;
4、其耐刮痕的能力使其免开挖施工技术是指利用各种岩土钻掘的技术手段,在地表不开沟的条件下铺设、更换或修复各种地下管线的施工技术。

加筋聚乙烯复合管的5种连接方:
1、热熔连接:热熔连接是用加热工具,在压力下加热聚乙烯管材或管件的待连接部位,使其熔融后,移走加热工具,施压将两个熔融面连在一起,在稳定的压力下保持一段时间,直到接头冷却。热熔连接包括热熔对接连接、热熔承插连接、热熔鞍型连接。
2、电熔连接:电熔连接是用内埋电阻丝的电熔管件与PE管材或管件的连接部位紧密接触通电,PE管通过内埋的电阻丝加热连接部位,使其熔融连为一体,直至接头冷却。电熔连接可用于与不同类型和不同熔体流动速率的聚乙烯管材或插口管件连接。电熔连接分为电熔承插连接和电熔鞍型连接。
3、承插式柔性连接:聚乙烯管道承插式柔性连接是参照铸铁管和聚氯乙烯管(PVC-U)的承插式柔性连接原理开发的一种新型连接方式,PE管是在聚乙烯管材一端焊接一个经过加固的聚乙烯承口。承插式柔性连接是将聚乙烯管材一端直接插入管材或管件的特制的承口中,通过承口内的锁紧环压紧抗拉拔、橡胶密封圈压紧密封,达到连接PE管材和管件的目的。
4、法兰连接:法兰连接主要用于聚乙烯管道与金属管道或阀门、流量计、压力表等附属设备的连接。法兰连接主要由聚乙烯法兰连接件、钢制或铝制背压活套法兰、钢制或铝制法兰片、垫片或密封圈、螺栓、螺母等组成。法兰连接是通过紧固螺栓、螺母,使法兰连接件与法兰片紧密接触,达到连接目的。
5、钢塑过渡接头连接:钢塑过渡接头连接是采用通过冷压或其它方式预制的钢塑过渡接头来连接聚乙烯管道和金属管道。钢塑过渡接头内有抗拉拔的锁紧环和密封圈,通常要求其有良好的密封性能和抗拉拔、耐压性能要大于系统中聚乙烯管道。
公司将一如既往地奉行“诚信经营,精益求精” 的企业精神,竭诚相邀广大客户与我们携手并进,合作共赢。
http://suguanjia.cn.b2b168.com